ADVANCED NON-DESTRUCTIVE TESTING.
Non-Destructive Testing has radically changed emphasis over recent years from a focus on detecting defects arising during the manufacture of new products, to detecting process induced integrity problems. ODAK NDT TECHNOLOGIES PVT LTD has established itself at the forefront of an NDT technological revolution by a process of investment in state-of-the-art equipment and specialized training to meet this step-change. The result is an infrastructure that offers a comprehensive range of Advanced NDT (ANDT) that individually or in combination provide state of the art solutions to the ever-increasing demand for Non-Invasive Inspection.
From strategically located centres of excellence, our services are coordinated on a worldwide basis and offer a proven record of delivering a safe, technically sound and cost effective service. The Qualitas Inspection department employees experienced fully qualified NDT level III technical support personnel who maintain the organizations competitive advantage by constantly monitoring and evaluating incremental and radical innovations in inspection technology.
Advanced NDT Services We Provide:
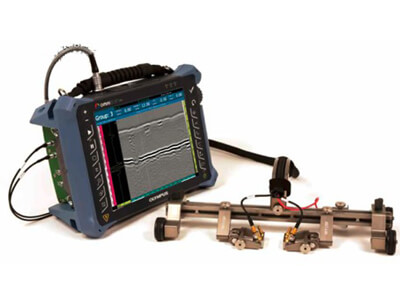
PHASED ARRAY ULTRASONIC TESTING (PAUT)
Phased array (PA) is widely used in several sectors, from power generation to construction industries. It is an advanced non-destructive testing (NDT) method that uses an ultrasonic technique to determine component quality and detect failure such as flaws or cracks. Furthermore, Phased Array Ultrasonic Testing can be effectively used for wall thickness measurements in conjunction with corrosion testing. Its efficiency comes from the combination of many angles and focus depths through to one probe which then performs several different inspections without the need for changing the transducer assembly. The inspection results are clearly stored and displayed for reporting. It can be used on standard and special materials like austenitic and high alloy materials.
Qualitas NDT Inspection Services is specialized in providing a complete range of advanced non-destructive testing (NDT) services. In addition to operating a competence center for advanced NDT based in the UAE, and we invests heavily in R&D and operates an accredited training school for advanced NDT as well as offering its expert services globally.
ADVANTAGES:
- Simplified inspection of components that have complex geometry.
- Inspection of many different materials possible.
- High temperature inspections possible up to over 350 C.
- Speedy inspection compared to conventional ultrasonic testing.
- Higher probability of problem detection thanks to testing from multiple angles with a single probe.
- All inspection data presented in an understandable graphic format.
- Well qualified operators.